Materiales abrasivos aglomerados
Los abrasivos aglomerados de sia Abrasives son productos de primera con los más altos estándares de calidad. En sia Abrasives, todos los productos con probados continuamente en nuestros centros de investigación y desarrollo. Esto nos permite garantizar los más altos niveles de seguridad en las aplicaciones más exigentes.
Productos
Podemos ofrecerle la solución adecuada para una amplia gama de materiales. Según la aplicación, es recomendable usar discos rectos o de centro embutido con un grosor adecuado para cada material.

Discos tronzadores
Nuestros discos tronzadores abrasivos se caracterizan por su larga vida útil y por su precisión.

Discos de desbaste
Nuestros discos de desbaste siagrind se distinguen por su elevada potencia de corte, su larga vida útil y su comodidad.

Centro de ensayos
Nosotros distinguimos entre pruebas de seguridad y pruebas de rendimiento. Llevamos a cabo estos procedimientos en el centro de pruebas de sia Abrasives en Frauenfeld, en Suiza, para garantizar su seguridad. También forman parte del proceso las comprobaciones para garantizar la consistencia de los lotes de producción y las pruebas de comparación para evaluar a los competidores.
Fabricación
Nuestros discos abrasivos aglomerados con resina para tronzado y desbastado se fabrican en máquinas especiales con una mezcla de minerales abrasivos, masillas, resina en polvo y resina líquida y prensándolos en discos de diferentes espesores y diámetros. Para soportar las enormes fuerzas centrífugas a las que están sometidos los discos, el tejido de fibra de vidrio se incrusta en el propio abrasivo.
El proceso de fabricación de un disco de abrasivo aglomerado sigue tres fases:
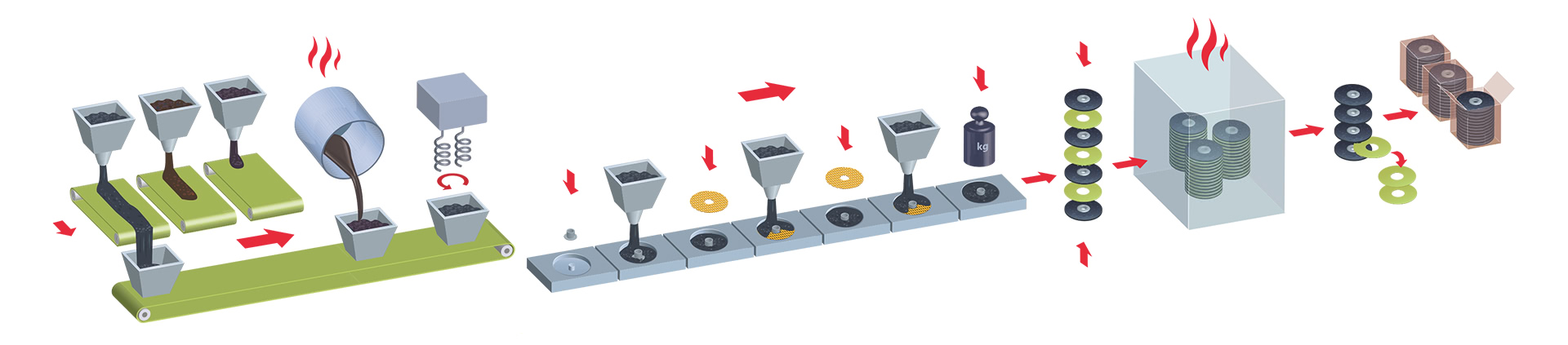
1. Tratamiento de la mezcla del disco abrasivo
Los granos abrasivos empapados con resina líquida fenólica se mezclan con una resina en polvo, masilla y materiales auxiliares para producir una mezcla para verter.
2. Formación de la mezcla para dar lugar al perfil
El molde se llena ahora alternativamente con una mezcla tamizada y malla de fibra. Ambos componentes se compactan conjuntamente en una prensa hidráulica.
3. Cocción y curado en el horno
Finalmente, los «compactos verdes» acabados del segundo paso quedan sujetos entre placas de acero y se curan en un horno de cámara a 200 °C.