Producción

Paso 1: enrollado del soporte
Al inicio de la fabricación, el soporte abrasivo es suministrado en un rollo gigante de entre 1450 y 1950 mm de ancho. Dependiendo del espesor del soporte, los rollos suministrados presentan entre 1500 y 5000 metros continuos de material. Gracias a la doble laminación, los soportes pueden ser alimentados continuamente sin tener que interrumpir el proceso de producción. El acumulador de soporte sirve de amortiguador, de modo que se dispone de tiempo suficiente para cambiar el rollo sin pérdida de velocidad al final del mismo.
Paso 2: impresión del soporte de papel del abrasivo
Se imprime mediante flexografía. La información impresa en el soporte de papel del abrasivo flexible contiene información importante; por ejemplo, detalles del nombre del producto y del tamaño de grano. Según la aplicación de lijado, también se imprime información de seguridad o legalmente relevante. Los números de serie aseguran que pueda hacerse un seguimiento del producto en cualquier momento.

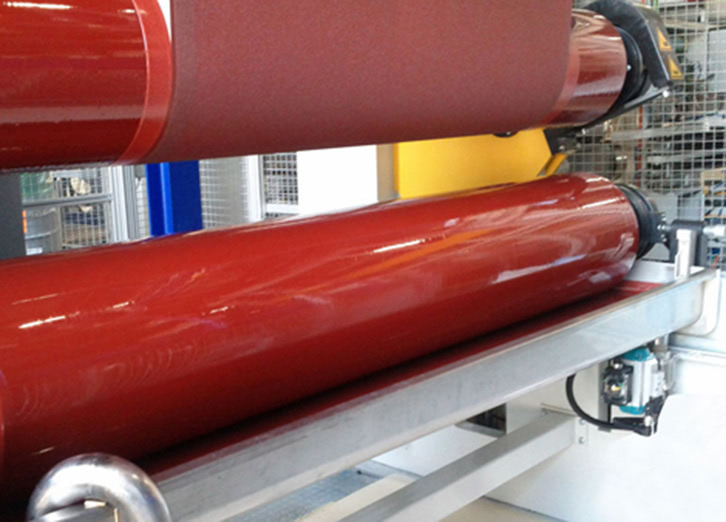
Paso 3: aplicación de capa base
Durante un proceso automatizado, la resina aglutinante se dosifica y aplica de forma continua en todo el ancho de producción. La velocidad de producción es de 80 m/min. Por esta razón, el proceso completo debe adaptarse a esta velocidad. La alimentación para la capa base se comprueba varias veces para asegurar que los productos mantengan un nivel constante de alta calidad.

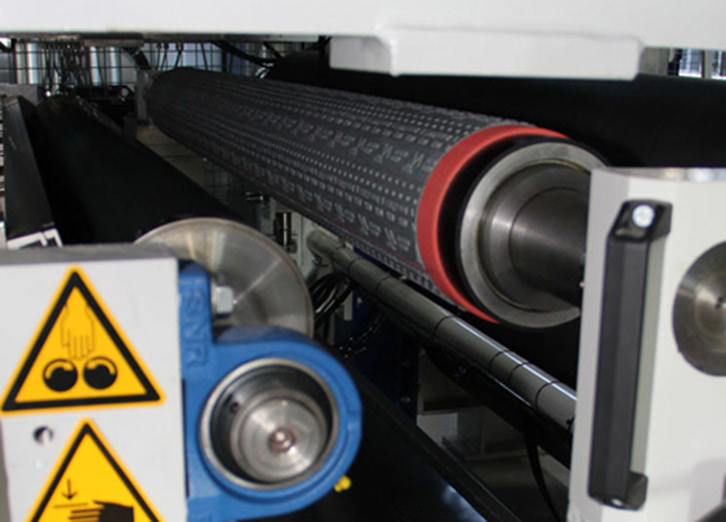
Paso 4: dispersión de los granos
Después de que el soporte haya sido recubierto con una capa base, se llega al núcleo del proceso de fabricación de abrasivos con la «dispersión electrostática». El grano abrasivo se transporta en la cinta de grano al «campo electrostático», cargado a 90 000 voltios. Aquí el grano se adhiere a la base de tela que circula y se pega a la resina aglutinante. Este proceso tiene lugar en un ambiente totalmente climatizado.

Paso 5: horno de presecado
En el primer ciclo de secado, los granos abrasivos quedan fijados provisionalmente al secarse la capa base. Dependiendo de la fórmula, el abrasivo permanece en el horno de presecado durante aproximadamente 90 minutos.
Paso 6: aplicación de la capa de apresto
La capa de apresto se aplica en una máquina de pegado superior. De este modo, los granos abrasivos quedan fijados a la máquina permanentemente. La integración de los granos abrasivos es de vital importancia para la calidad del producto. En función de los requisitos del producto, el abrasivo puede ser teñido para una mejor diferenciación. En esta etapa también se añaden aditivos como estearatos o refrigerantes.

Paso 7: horno para la capa de apresto
El abrasivo se hornea durante aprox. 120 minutos en un segundo horno de secado para asegurar un curado óptimo.
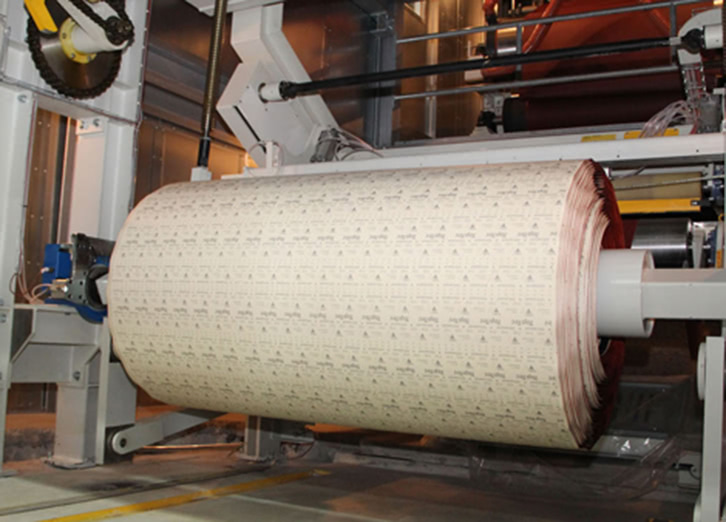
Paso 8: enrollando el rollo gigante
El abrasivo se enrolla ahora a una temperatura constante de hasta 100 °C. Los rollos gigantes terminados contienen hasta 3000 metros continuos de abrasivo, que entonces se somete completamente a un post-curado en un horno de fraguado de gran tamaño durante varias horas. Después del endurecimiento, los rollos gigantes llegan a la fase de acabado final. Allí, el abrasivo se vuelve a desenrollar y a fraccionar, se flexiona y se humedece. Después, los rollos finalizados se transportan en camión a la planta de producción.