Abrasivos ligados
Os abrasivos ligados da sia Abrasives são produtos Premium com máximo nível de qualidade. Todos os produtos são continuamente testados em nosso setor de pesquisa e desenvolvimento da sia Abrasives. Assim, podemos garantir os mais altos níveis de segurança em aplicações exigentes.
Produtos
Oferecemos a solução certa para uma vasta gama de materiais. Para cada material e em função da aplicação é recomendado um disco direito ou curvo na espessura adequada.

Discos de corte
Nossos discos de corte siacut se distinguem pela longa duração e características de corte precisas.

Discos de rebarbar
Nossos discos de rebarbar siagrind se sobressaem por seu altíssimo poder de corte, sua longa vida útil e seu confortável manuseio.

Centro de testes
Fazemos uma distinção entre os testes de segurança e de desempenho. Esse procedimento é realizado na central de testes da sia Abrasives em Frauenfeld, região norte da Suíça, para garantir sua segurança. O processo também inclui testes para garantir a produção de lotes consistentes e testes de comparação para avaliar a concorrência.
Fabricação
No caso dos discos de corte e de rebarbar ligados com resina sintética, é misturada uma massa de minerais de lixamento, materiais de enchimento, resina em pó e resina líquida, que é então prensada em máquinas especiais para se formarem discos de corte de diferentes espessuras e diâmetros. Para aguentar as enormes forças centrífugas, é incorporado um tecido de fibra de vidro no próprio abrasivo.
O processo de fabricação de um disco abrasivo ligado é composto por três passos:
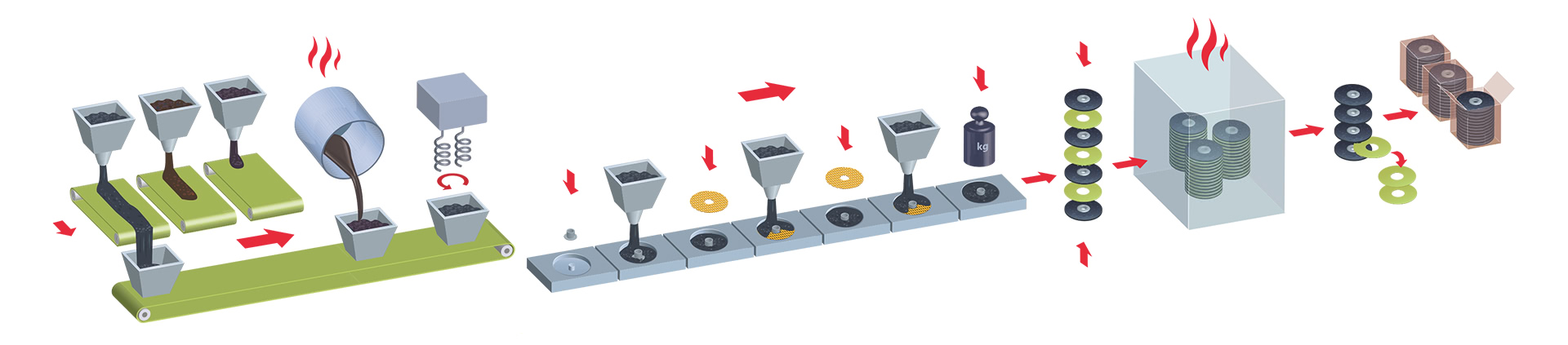
1. Tratamento da mistura do disco abrasivo
Os grãos abrasivos embebidos em resina líquida de fenol são misturados com resina em pó, material de enchimento e excipientes até que se forme uma massa fluida.
2. Moldagem da mistura para produzir pré-formas
No molde de prensagem é agora enchido alternadamente a mistura peneirada e uma rede de fibra. Os dois componentes são compactados juntos por uma prensa hidráulica.
3. Cozimento/endurecimento no forno
Finalmente, o material "compacto verde" do passo 2 é fixado entre as placas de aço e endurecido em um forno com câmara a 200 °C.